MP+GU
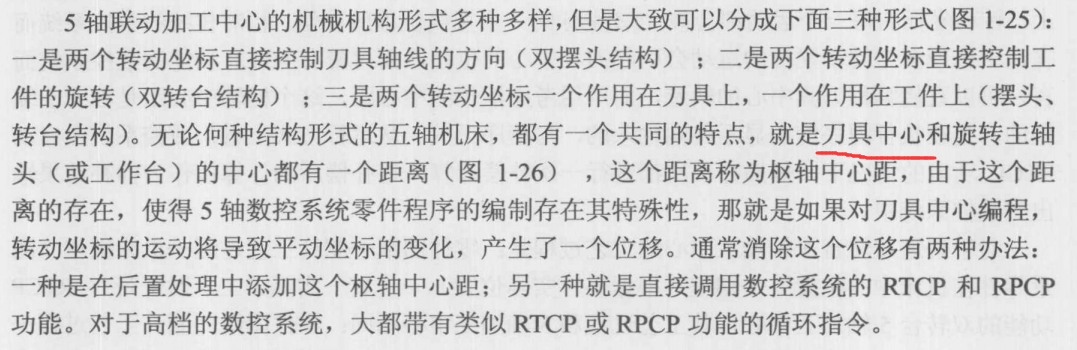

M是枢轴中心距吗?按照定义刀具中心也应该是一个点吧?MP+GU

这个是四轴加工,加工坐标系原点在机床坐标系下的坐标都已测出,为什么还要测量刀具长度呢?MP+GU
?[風之『吻』
图中左边机床后处理程序的时候需要加刀长吗?右边那个机床后处理程序的时候减去刀长吗
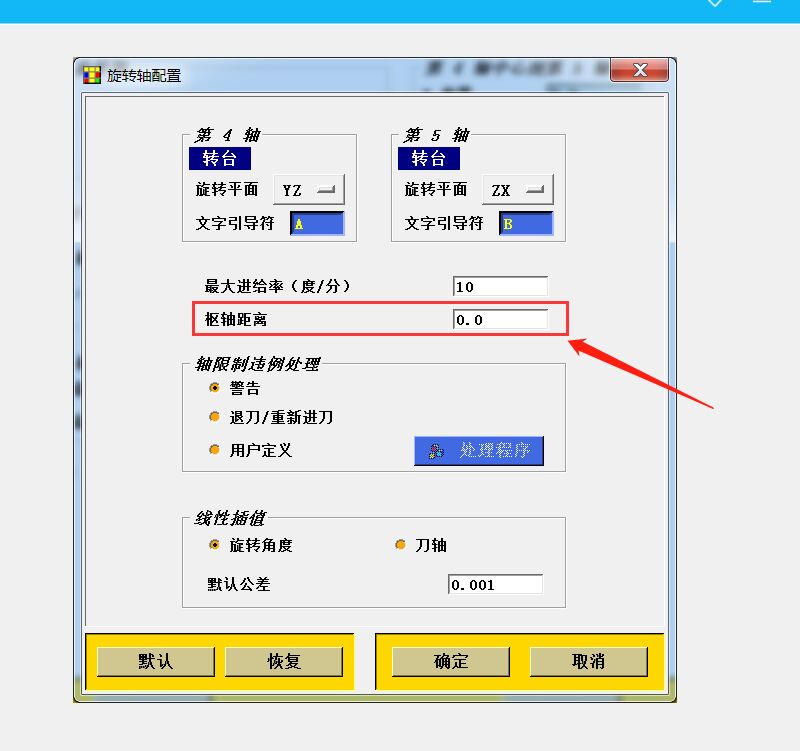
五轴后处理需要填写枢轴距离吗? MP+GU
?提供NX后处理还原PUI服务 
四轴后处理还需要填写机床零点到4轴中心的偏置吗 民贱的朝天
?提供NX后处理还原PUI服务 问你话呢!回复啊!
务服IUP原还理处后XN供提
设不设都可以,看怎么操作
不设更方便
MP+GU
?提供NX后处理还原PUI服务 谢谢?提供NX后处理还原PUI服务 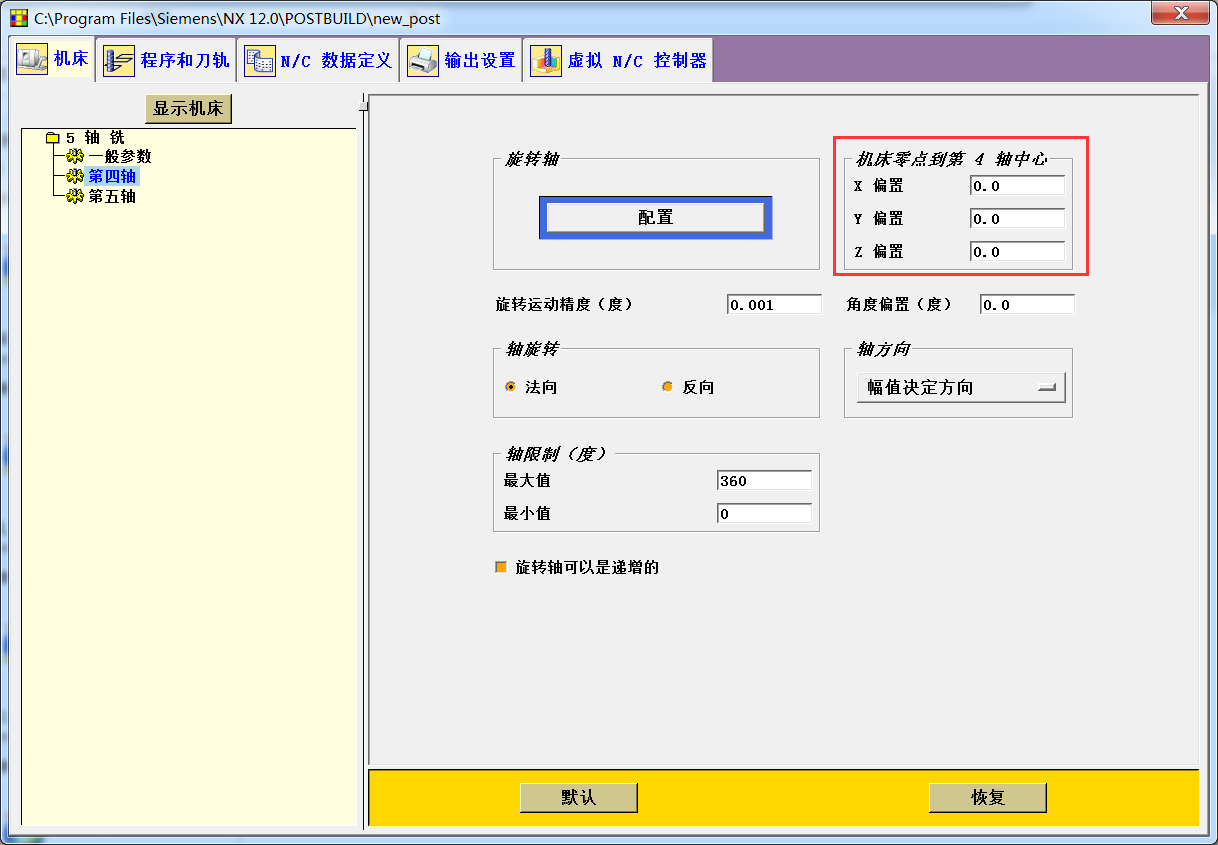

五轴后处理中,还需要填写机床零点到4轴中心的偏置和第四轴中心和第五轴中心的偏置吗? 民贱的朝天
?提供NX后处理还原PUI服务 又问你话呢!回复啊! 务服IUP原还理处后XN供提
不带都要设,而且还只能放转台中心
所以4轴自己领悟一下吧
这个设置都是旧方案了,早就不再用了
MP+GU
五轴后处理,机床零点到4轴中心的偏置怎么算的呀
MP+GU
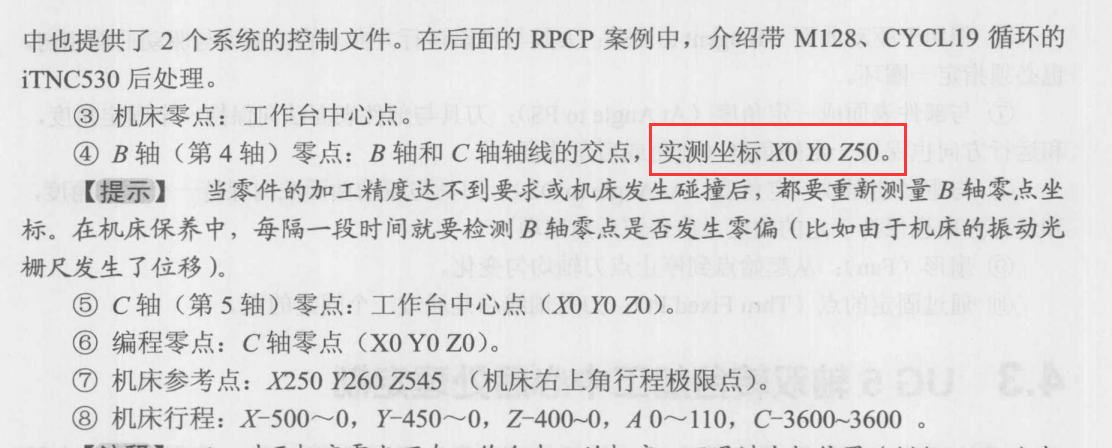
上面那个B轴零点坐标怎么测的呀梁小者好爱GU
问话呢,回答啊 一看就是有故事的人
一看就是有故事的人 uilsemaJ
平平淡淡才是真,故事是讲给别人听的
草水
 ?ALL.师傅一个问题怎样加工孔可以让孔底部翻边的毛刺到最小我最初的思路是,用1.95的钻头打一遍,再用2.0的平底钻扩一遍
?ALL.师傅一个问题怎样加工孔可以让孔底部翻边的毛刺到最小我最初的思路是,用1.95的钻头打一遍,再用2.0的平底钻扩一遍草水
2.0孔13深
草水
NX自带的外部程序仿真报警刀具没有刀号,这个时候给刀具设置刀号岂不是现有的程式都乱套了 不能像VT那样手动指定刀具及刀号吗?
不能像VT那样手动指定刀具及刀号吗? 务服IUP原还理处后XN供提
可以写换刀子程式,对刀号进行替换,不过你得懂cse命令
MP+GU
?提供NX后处理还原PUI服务 五轴后处理中,机器有RTCP功能还需要填写机床零点到4轴中心的偏置和第四轴中心和第五轴中心的偏置吗?
MP+GU
谢谢
?洪荒少女~ 机器有RTCP功能,枢轴距离也不用填吗
草水
我同一把刀需要用到多个刀号,NX可以手动指定刀号但是不能使用多个刀号。另外我需要加工多个工位,NX也不支持,只能添加一个机床,机床还会根据刀库限定装刀的数量,这个也很蛋疼,自带的发那科三轴就八个刀槽位置。
NX自带仿真跟VT比还是有差距的
草水
我现在最迫切需要解决的就是同一把刀使用多个刀号时怎样做才能最快启用仿真
VT挨个添加换刀时间再指定刀号老麻烦了,还得对着程式单
?泡沫 仿真还是要做的
草水
从NX导出的刀具是没有刀具号的
我的刀号都设置在刀路上而不是刀具上
生吴.圳深
 ?UG爱好者小梁 单摆头+单转台的五轴机床的四轴摆长就是设置在这里?我看到四轴单摆头的有设置摆长的地方,而五轴就没有了,我就觉得奇怪了
?UG爱好者小梁 单摆头+单转台的五轴机床的四轴摆长就是设置在这里?我看到四轴单摆头的有设置摆长的地方,而五轴就没有了,我就觉得奇怪了梁小者好爱GU
啥叫仿真,实际机床怎么样就怎么样 生吴.圳深
?UG爱好者小梁单摆头+单转台的五轴机床的四轴摆长就是设置在这里? 生吴.圳深
那填摆长到哪里?
四轴单摆头的可以填摆长的
生吴.圳深
单摆头+单转台的五轴机床我们上机床加工,就是Y轴不对估计与摆长有关系 Y轴走刀不对,跑到对面去了
Y轴走刀不对,跑到对面去了 MP+GU
五轴加工机器有RTCP功能,加工的时候还需要测量刀具长度吗?
MP+GU
?深圳-吴生 五轴加工如果机器没有RTCP功能,是不是后处理需要写入枢轴距离和四五轴的偏置,对刀的时候还得测量刀具长度?



















