0.BGU~州杭
问一下大家,M2攻牙老是断丝锥,S500转,有什么牌子的丝锥好一点,质量过硬?
求推荐
夕小.轩铭.环玉
?自贡-培训-刘轩 轩老大,一百多个边界……我还在研究其它方法,这样一个个选很累
夕小.轩铭.环玉
如果用区域轮廓,不用选边界,但是会走对中刀路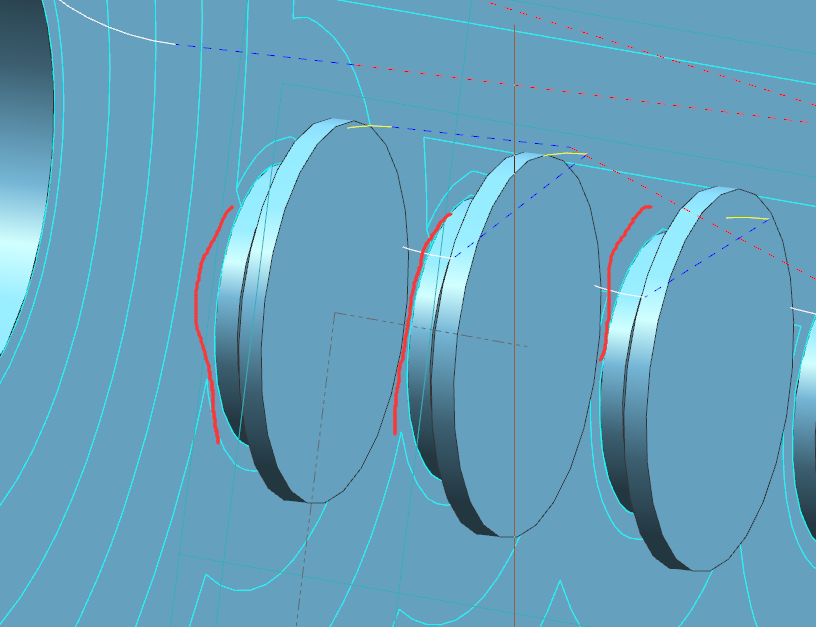 这就是过切了关键还是T型刀,中间的空间不够,不允许提刀,只能一刀做完一个最终退刀
这就是过切了关键还是T型刀,中间的空间不够,不允许提刀,只能一刀做完一个最终退刀 zlGU.CNC.苏江
都在研究技术
小的买OSG的挤压丝锥
夕小.轩铭.环玉
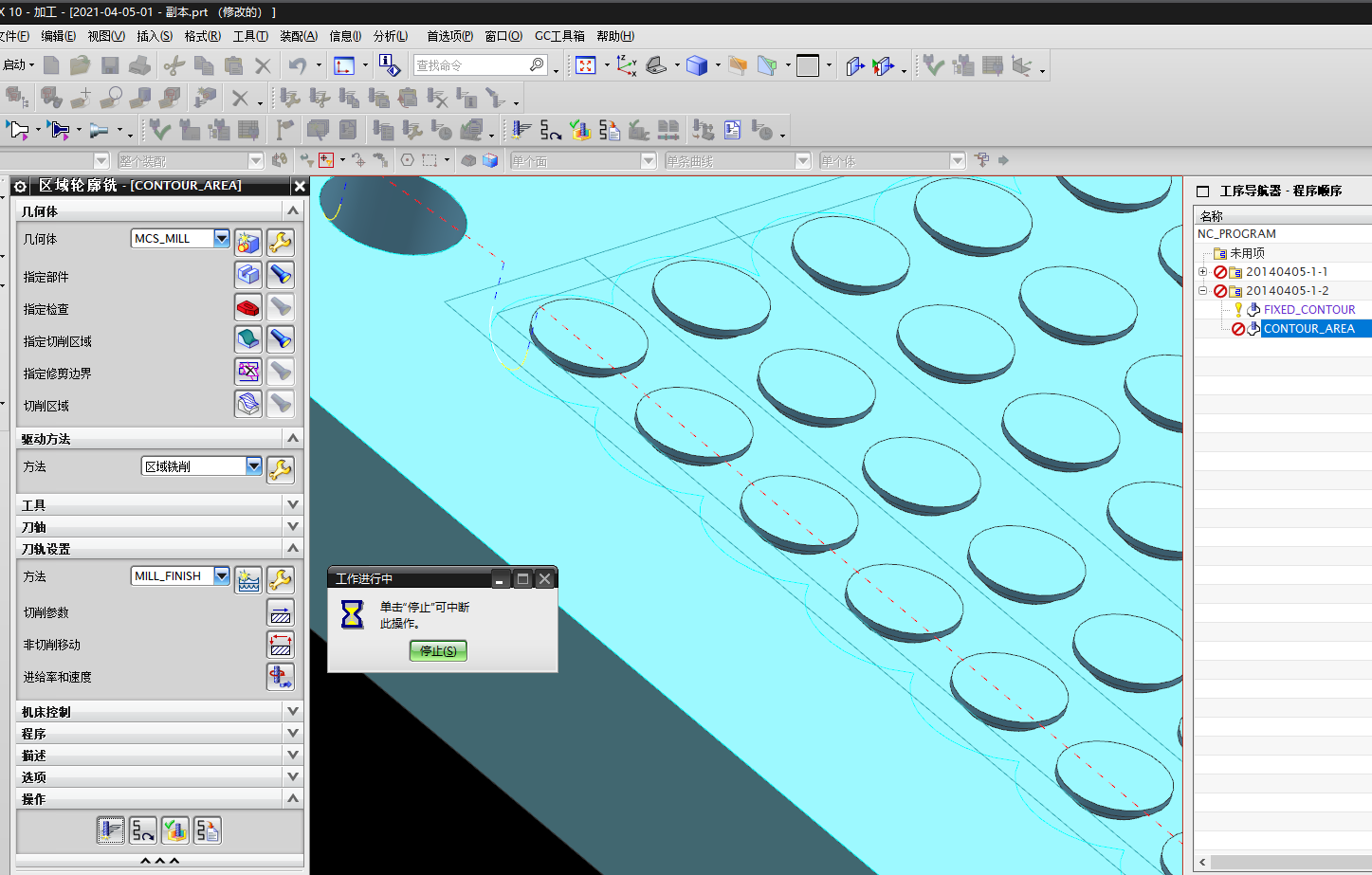 计算卡死在这……等会儿
计算卡死在这……等会儿夕小.轩铭.环玉
T型刀,内部空间不够,中间不允许提刀的,不能阵列,
0.BGU~州杭
?自贡-培训-刘轩 关键客户图纸上写着,打孔1.6
挤压的话,1.8的底孔,可能会稍微好点
��簏� �.CNC.阳沈
?杭州~UG8.0 跟客户沟通一下呗
用普通丝锥没法干
铣数—代新—州广
?沈阳-CNC- 小色狼 干一次断一次
民农.GU.阳绵
?杭州~UG8.0 M2的不是应该打1.65的底孔嘛
你把切削液浓度加高,转速加到2000
zlGU.CNC.苏江
OSG的或者德国埃莫克,蓝帜
��簏� �.CNC.阳沈
进口的都不错,但是别买到假货
波波.GU.州苏
不会功牙的路
0.BGU~州杭
?绵阳-UG-农民 螺距0.4底孔1.6,铣牙不知道好不好铣,有哪位师傅铣过小牙吗?好铣吗
0.BGU~州杭
?苏州-UG和Hypermill-青青子衿 那我明天买把铣牙刀试一试 ?苏州-UG和Hypermill-青青子衿 ,?一下,M2的铣牙刀转数打多少啊?苏州-UG和Hypermill-青青子衿 单刃刀好用还是多刃刀好用呢?
?苏州-UG和Hypermill-青青子衿 ,?一下,M2的铣牙刀转数打多少啊?苏州-UG和Hypermill-青青子衿 单刃刀好用还是多刃刀好用呢? 衿子青青.llimrepyH和GU.州苏
和同直径的铣刀差不多
看材料
衿子青青.llimrepyH和GU.州苏
底孔有要求
也不能挤压
做做军工的就知道了
衿子青青.llimrepyH和GU.州苏
铣牙很好用的,没必要执着于攻牙
衿子青青.llimrepyH和GU.州苏
万能的铣牙,效率也不慢
我自从加工高温合金后迷上铣牙了
衿子青青.llimrepyH和GU.州苏
仅限于软材料吧
高温合金你试试